鋁型材(cái)")
全國谘詢熱線
186-7652-6988
歡迎光臨(lín)佛山市中文字幕精品人妻熟女鋁業有限公司(sī)官方網站!

全國谘詢熱線
186-7652-6988

聯係人(rén):徐總(zǒng)
手 機:18676526988
電 話:0757-63222898
郵 箱:874514218@qq.com
網 址:www.51baoyue.com
地 址:佛山市南海區獅山鎮山南(nán)工業區北區一(yī)路一排3號
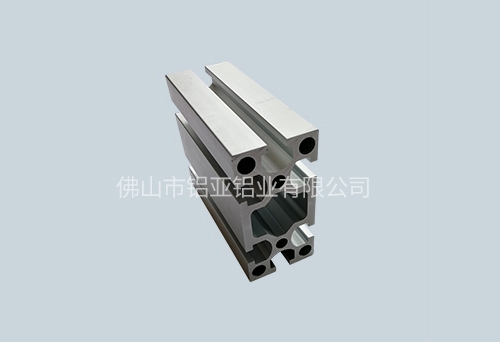
在鋁合金擠壓工藝流程(chéng)過程中,兩條鋁棒(bàng)之間存在(zài)一定的過渡區域,其依(yī)靠高溫高壓作用將兩條鋁棒焊合在一起,然而由(yóu)於鋁棒端頭難以避免的存在一定的氧化膜(mó)、油汙、渣粒等汙染現象,其焊合質量必然受到較大影響,為保證產品性能,需要將頭端分層部位完全切除。

由於擠壓筒、模具、擠壓墊等對鑄錠的摩擦作用,鑄錠表層(céng)同中心必然存在一(yī)定的速度差(chà)異,工藝流程當上一條鑄錠擠壓結束,下一條新鑄錠重新上機後,原有的速度梯度被打破,因新鑄錠中心流速較邊(biān)緣部位快,使得模(mó)具中剩餘殘料同新料之間存在一定的過渡階段。鑄錠端頭難免被油汙等(děng)汙染,在擠壓的高溫高壓焊合過程中,存在汙染部位難以完全焊合,針對兩條(tiáo)鑄錠接頭部位因不完全焊合形成一個明顯的界麵,即頭端分層。
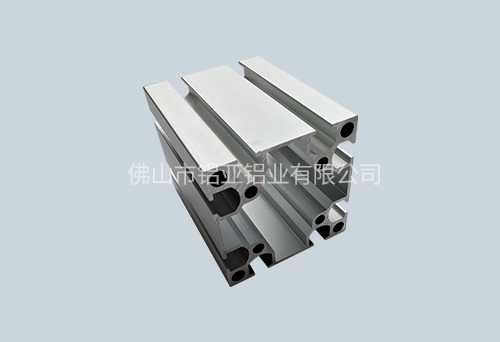
工藝流程擠壓分流模過程中,頭端分層在焊(hàn)合線部位(wèi)結束,完成(chéng)由橫向焊合向縱向焊合的過渡。其產生的原因是,在擠(jǐ)壓後段,表皮贓物等進入製品形成的一種缺陷形(xíng)式,因此解(jiě)決該兩種缺陷的手段及該兩種缺陷對性能的影響(xiǎng)也存在明顯差別。為避免產生縮尾缺陷(xiàn),主要通過優化模具設(shè)計及控製(zhì)壓餘長度來解決,而頭端(duān)分層作為擠壓產品(pǐn)幾何廢料無法避免,無論產品截麵如何,模具如何設(shè)計,產品中都會或長(zhǎng)或短的出現,因此(cǐ)隻能通過優化模具結構來盡量縮(suō)短其形成的(de)長度。

提高6063鋁型材擠壓質量與產(chǎn)量的措施很多,提高(gāo)鑄錠質量、提高模具技(jì)術、提高裝機水平、提高工人素質、提高管理水平等(děng)都(dōu)是切實有效的措施。同時(shí),半均質化工藝、等溫擠壓工藝、梯度加熱鑄錠(dìng)、模具冷卻、CADEX等新技(jì)術的(de)發展引進,都能在一(yī)定程度上提高擠壓速度和生產效率。好的生產廠商,不僅要擁有專業的生產設備,而且要有豐富的生產經驗及先進的管理體係,兩者配合才能生產出(chū)好的產品,滿足客戶的要求。
![]() 手機:186-7652-6988
手機:186-7652-6988
![]() 座機:0757-6322-2898
座機:0757-6322-2898
![]() 郵箱:874514218@qq.com
郵箱:874514218@qq.com
![]() 地址:佛(fó)山市南海區獅山鎮山南工業區北(běi)區一路(lù)一排3號
地址:佛(fó)山市南海區獅山鎮山南工業區北(běi)區一路(lù)一排3號

(掃一(yī)掃 關(guān)注官方(fāng)微信)